






Lame per sega alternativa verticale serie ORBIT
Contattaci per il prezzo
Le lame per sega alternativa in stellite ST può essere realizzata di varie dimensioni e tipologia, integrale in acciaio svedese di alta qualità oppure con riporto in Stellite.
Description
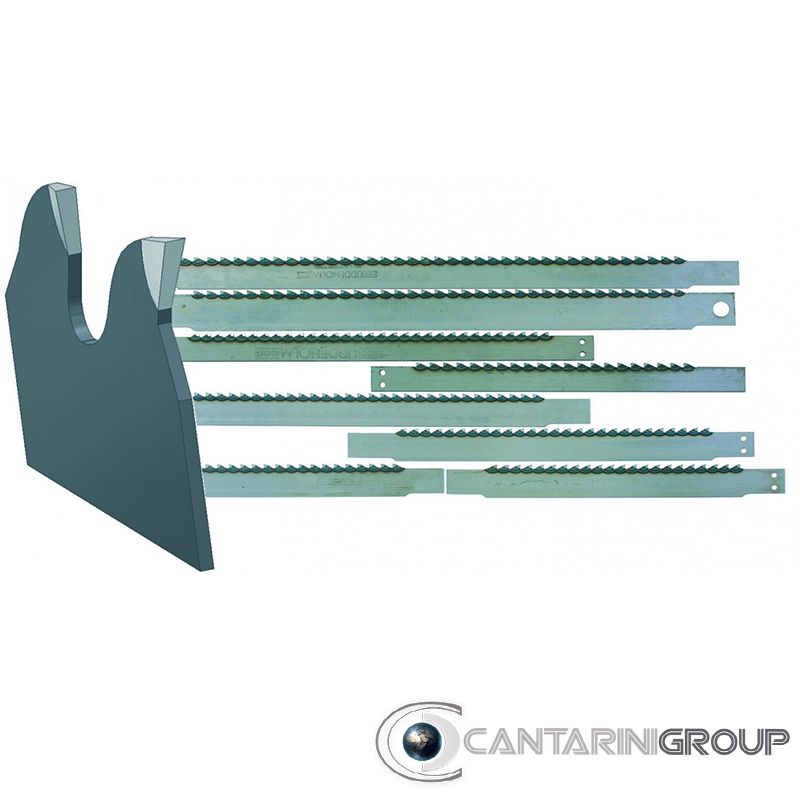
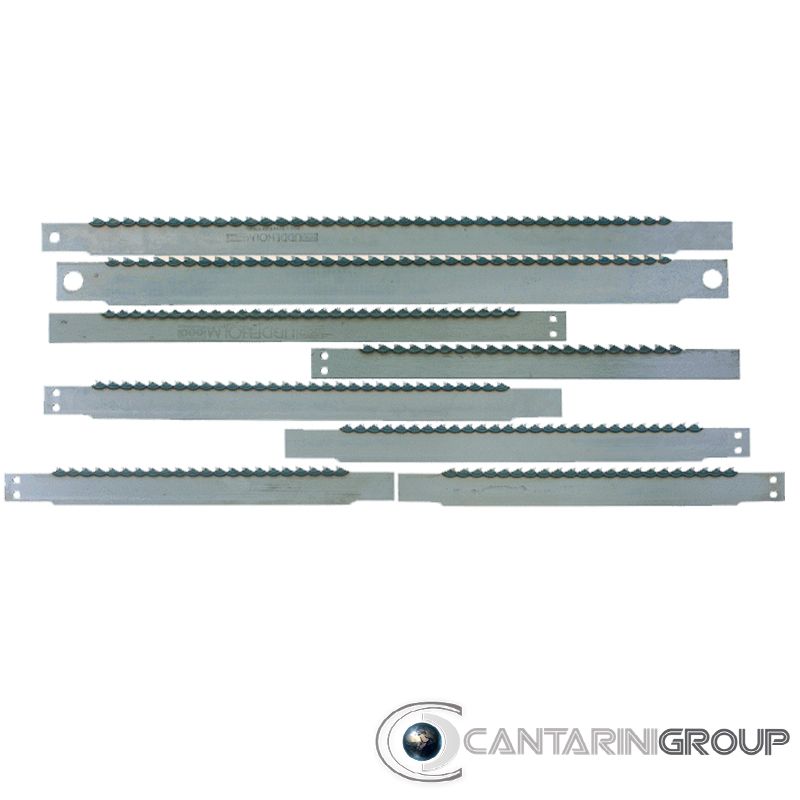
Le lame per sega alternativa in stellite ST può essere realizzata di varie dimensioni e tipologia, integrale in acciaio svedese di alta qualità oppure con riporto in Stellite. Le lame da taglio di lamelle sono utilizzate per il taglio sottile di legno duro e morbido. La geometria del tagliente della lama viene scelto individualmente in base all’uso. In media, le lame per sega Stellitate possono essere affilate 8-10. A seconda del carico della lama, si consiglia di regolare la pre-tensione. Puoi trovare altri dettagli e consigli sulla geometria e l’uso delle lame per sega stellite sul sito cantarinigroup .
La caratteristica della lame per sega alternativa verticale in Stellite è un dente alternato come sulle lame circolari La nomenclatura ST deriva dal termine inglese Set Tooth, dente alternativamente sinistro e destro. Il petto del tagliente è rettificato.
Caratteristiche delle lame della serie ST:
ST = Dente per basso attrito, basso accumulo di calore, bassa rumorosità.
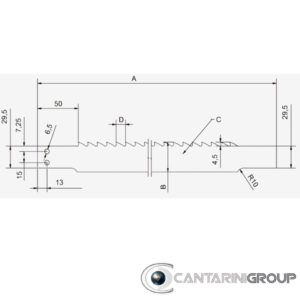
Scheda tecnica lama
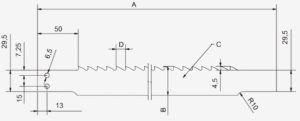
| Specifiche Standard delle lame stellitate per la serie ORBIT | ||||||
| A (lunghezza) |
B (Larghezza) |
C (Corpo) |
stradatura | D (passo) |
altezza di taglio Max | |
| 380 | 40 | – | 0,6 | 1,05 | 13 | 80 mm |
| 380 | 40 | 45 | 0,7 | 1,15 | 13 | 80 mm |
| 380 | 40 | – | 0,8 | 1,25 | 13 | 80 mm |
| 420 | 40 | 45 | 0,7 | 1,15 | 13 | 120 mm |
| 420 | 40 | – | 0,8 | 1,25 | 13 | 120 mm |
| 420 | 40 | 45 | 0,9 | 1,4 | 13 | 120 mm |
| 455 | 40 | 45 | 0,9 | 1,4 | 13 | 150 mm |
| 505 | 40 | 45 | 0,9 | 1,4 | 15 | 200 mm |
| 520 | 40 | 45 | 0,9 | 1,4 | 15 | 220 mm |
| 555 | 40 | 45 | 0,9 | 1,4 | 15 | 250 mm |
| Raschialame specifico | ||||||
| 380 | 36,5 | 2,11 | 2,6 | 13 | 80 mm | |
| 420 | 36,5 | 2,11 | 2,6 | 13 | 120 mm | |
| 455 | 36,5 | 2,11 | 2,6 | 13 | 150 mm | |
| 505 | 36,5 | 2,4 | 2,9 | 15 | 200 mm | |
| 520 | 36,5 | 2,4 | 2,9 | 15 | 220 mm | |
| 555 | 36,5 | 2,4 | 2,9 | 15 | 250 mm | |
* possiamo fornire tutti i tipi di lame a richiesta
Come scegliere le lame
Gli strumenti scelti influenzano il risultato del lavoro, e in questo caso la scelta le lame delle sega alternativa influisce al 99%. Se la macchina è in buone condizioni tecniche, il risultato è influenzato da due fattori principali. La prima è preparazione del materiale infatti è necessario che le dimensioni dei blocchi di legno tagliati corrispondano al tipo di guida programmato in macchina. La seconda è la scelta accurata delle lame.
Come scegliere la lama stellitata
Punto n° 1 – Utilizzare la lama della sua lunghezza fino all’altezza del blocco di legno
| Altezza di taglio | 80 mm | 120 mm | 150 mm | 200 mm | 250 mm |
| Lunghezza lama | 380 mm | 420 mm | 455 mm | 505 mm | 610 mm |
Punto n. 2 – Lo spessore del corpo della lama della sega dipende dall’altezza di taglio.
| Altezza di taglio | to 80 mm | to 120 mm | to 150 mm | to 200 mm | to 250 mm |
| Possessore lama | 0,8 mm | 0,8 – 0,9 mm | 0,9 mm | 0,9 – 1,0 mm | 1,1 mm |
Punto n. 3 – L’altezza di taglio maggiore = il fusto più spesso.
| Altezza di taglio | to 80 mm | to 120 mm | to 150 mm | to 200 mm | to 250 mm |
| Corpo lama | 1,2 – 1,3 mm | 1,25 – 1,35 mm | 1,3 – 1,45 mm | 1,4 – 1,5 mm | 1,5 – 1,7 mm |
Punto n. 4 – I trucioli, non la polvere, vengono creati durante il taglio. Lo spessore di un chip può essere definito seguendo le seguenti formule:
z = 0.6 * (H + h) / t
- z = numero di denti
- H = sollevamento del telaio (mm)
- h = altezza di taglio (mm)
- t = passo (mm)
Calcolo dello spessore del truciolo:
s = u / n * z
- s = spessore del truciolo (mm)
- u = velocità di avanzamento (mm / min)
- n = velocità (1 / min)
- z = numero di denti
Spessore del truciolo – Programma n. 4
| Spessore truciolo | 0,15 – 0,25 mm | 0,07 – 0,1 mm | 0,03 – 0,05 mm |
| Finitura | Grezza | Media | Fine |
Punto n. 5: l’elemento che limita le prestazioni della macchina è la lama. Se si intende lavorare con velocità di avanzamento elevate per ottennere una lamella poco rifinita è sufficiente impiefare delle lame dello spessore del corpo superiori di almeno 0,1 mm rispetto a quelle indicate nella Tabella n° 2.
terminologia
- Il petto dell’utensile n. 4 è la superficie su cui scivola un truciolo.
- Il fianco dell’utensile n. 3 è la superficie rivolta verso l’area di taglio.
- I bordi laterali sono formati dalla petto dell’utensile e dalle sue superfici laterali.
- L’angolo del fianco a è formato dal piano frontale e dal piano base. L’angolo di petto g è formato dal piano frontale e dal piano base.
- L’angolo del bordo b è formato dal piano frontale e dal piano laterale.
- L’angolo di taglio d = a + b
- L’angolo di rastremazione dell petto e rilascia l’utensile nella direzione perpendicolare al suo asse longitudinale.
- Si misura in proiezione sul piano di base.
- L’angolo di rastremazione dell petto e ‘rilascia l’utensile nella direzione del movimento di taglio principale.
- Viene misurato in proiezione sul piano di taglio.
terminologia
Il petto dell’utensile n. 4 è la superficie su cui scivola un truciolo. Il fianco dell’utensile n. 3 è la superficie rivolta verso l’area di taglio. I bordi laterali sono formati dalla petto dell’utensile e dalle sue superfici laterali. L’angolo del fianco a è formato dal piano frontale e dal piano base. L’angolo di petto g è formato dal piano frontale e dal piano base. L’angolo del bordo b è formato dal piano frontale e dal piano laterale. L’angolo di taglio d = a + b L’angolo di rastremazione dell petto e rilascia l’utensile nella direzione perpendicolare al suo asse longitudinale. Si misura in proiezione sul piano di base. L’angolo di rastremazione dell petto e ‘rilascia l’utensile nella direzione del movimento di taglio principale. Viene misurato in proiezione sul piano di taglio.
Angolo di spoglia
L’angolo di sfoglia è un cambiamento graduale della micrometria dei bordi durante il processo di taglio: il bordo smette di avere la sua capacità di taglio. La durata del tagliente è il periodo durante il quale il bordo mantiene la sua capacità di tagliare prima che un cambiamento nella forma del bordo raggiunga il limite determinato. Questo limite viene visualizzato quando vengono superati gli intervalli di tolleranza delle lamelle tagliate. La durata del tagliente dipende dalla durezza del materiale da tagliare, dalla sua lavorazione, purezza e umidità. La durata del tagliente può essere ridotta in modo sostanziale quando l’alimentazione è troppo lenta, cioè più lenta dei valori di spessore elencati per la lavorazione di finitura – vedere la tabella n. 4 o d’altra parte, quando l’alimentazione è troppo veloce. Quando ciò si verifica, la lama della sega diventa instabile anche con il suo minimo smussamento.
Affilatura di lame per seghe in stellite
Per le affilature si consiglia di utilizzare la macchina CNC Grinder – BPL CNC Tipo A. Le lame della sega vengono affilate usando un refrigerante spruzzato sulla parte. singolarmente un dente dopo l’altro.La rettifica va fatta seguendo uno schema prima si affila il bordo posteriore dell’intero lame, quindi si passa al petto. Valori di angolo consigliati – Programma n. 5
| g [°] | a [°] | |
| Legni duri | 6 – 10 | 8 – 12 |
| Legni morbidi | 10 – 15 | 12 – 17 |
Lo spostamento dell’oscillazione dovrebbe essere compreso nell’intervallo in base ai valori consigliati – vedere la tabella n. 6:
| Lunghezza lama | 380 mm | 420 mm | 455 mm | 505 mm | 610 mm |
| Differenza Y (mm) | 0,3 – 0,5 | 0,4 – 0,6 | 0,5 – 0,7 | 0,7 – 0,9 | 0,8 – 1,0 |
Related products
-
Richiedi preventivo

-
- Macchine per legno
Refilatrice Centauro SLG 4000 Gold Line
- Contattaci per il prezzo
- Read more
-
-
Richiedi preventivo
-
- pialle a filo - spessore, SCM, Macchine per legno
Combinata universale Minimax fs 41 es
- Contattaci per il prezzo
- Add to cart
-
-
Richiedi preventivo
-
- Macchine per legno
Fresatrice Minimax router 600
- Contattaci per il prezzo
- Read more
-


